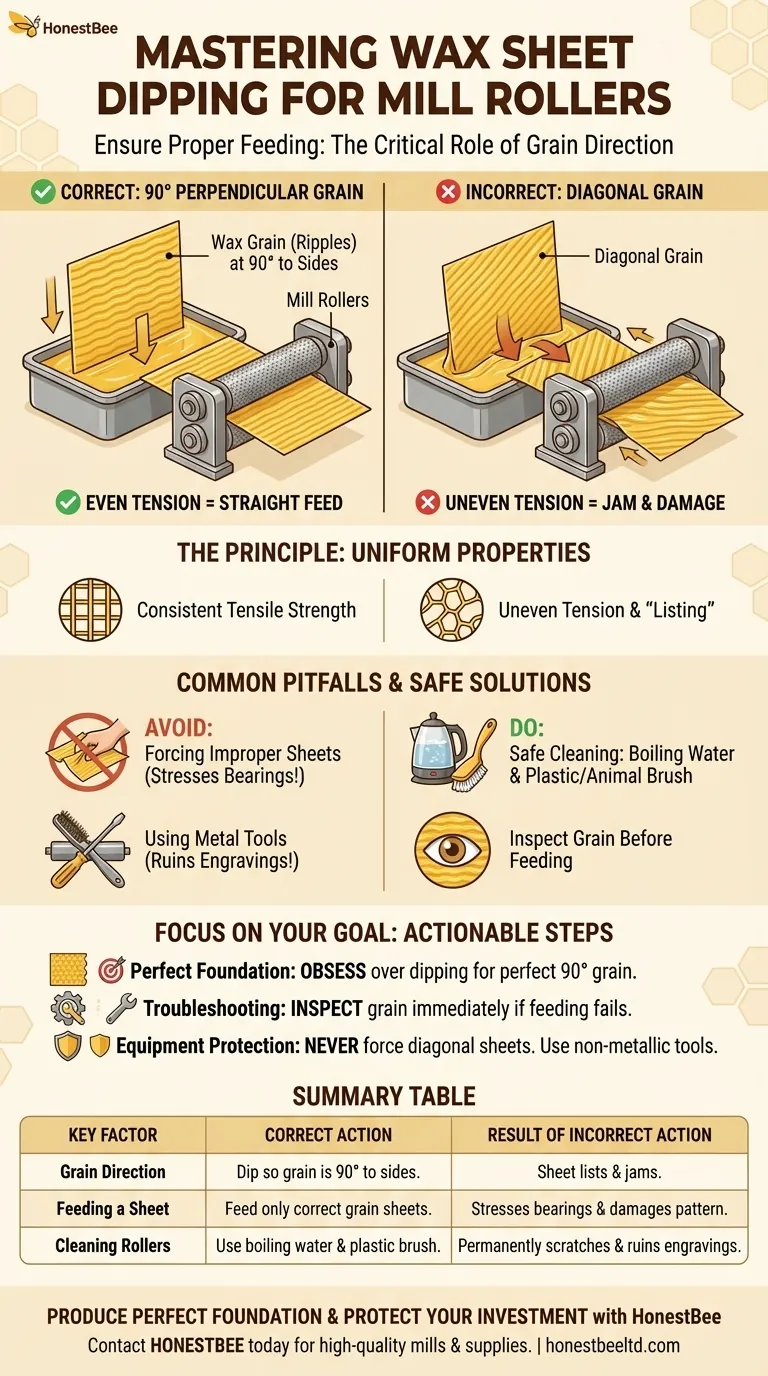
Para asegurar una alimentación adecuada a través de los rodillos del molino, las láminas de cera deben sumergirse de manera que la veta, visible como ondulaciones u ondas, corra perfectamente perpendicular (90 grados) a los lados. Si esta veta corre en diagonal, indica una técnica de inmersión incorrecta, que es la causa principal de que las láminas no se alimenten directamente a través de los rodillos.
La orientación de la veta de la cera no es un detalle menor; es el factor fundamental que determina si una lámina se alimentará recta o se atascará en el molino. Una veta diagonal es la causa más común y prevenible de fallas en el laminado de cera estampada.

El Principio: Por qué la Dirección de la Veta es Crítica
La geometría precisa de los rodillos de su molino de cera estampada requiere una lámina de cera con propiedades uniformes en todo su ancho. La dirección de la veta dicta la integridad estructural de la lámina y cómo se comporta bajo la presión de los rodillos de grabado.
Comprendiendo la Veta de la Cera
Las "ondulaciones" o "olas" que se ven en una lámina de cera terminada son una representación visual de cómo la cera fluyó y se enfrió en el tablero de inmersión. Esta veta indica la dirección de la estructura interna de la cera.
Cómo Funciona una Veta a 90 Grados
Cuando la veta está en un ángulo perfecto de 90 grados con respecto a los lados, la lámina tiene una resistencia a la tracción consistente en todo su ancho. A medida que los rodillos tiran de la lámina, aplican una presión uniforme, lo que le permite alimentarse de forma recta y verdadera.
El Problema con una Veta Diagonal
Una veta diagonal crea una tensión desigual. Un lado de la lámina es estructuralmente diferente del otro. A medida que los rodillos la sujetan, un lado se estirará o comprimirá más, lo que hará que la lámina se "desvíe" o "camine" de lado, provocando un atasco.
Errores Comunes a Evitar
Incluso con una clara comprensión del objetivo, pueden ocurrir errores. Reconocer estos problemas comunes es clave para proteger su equipo y producir cera estampada de alta calidad.
Forzar una Lámina Incorrecta
Puede ser tentador intentar guiar manualmente una lámina que se desvía a través del molino. Esto rara vez funciona y ejerce una inmensa tensión sobre los cojinetes de los rodillos y el delicado patrón grabado.
Acumulación de Cera en los Rodillos
Cuando una lámina se atasca, la cera puede quedarse pegada y acumularse en los rodillos del molino. Esta acumulación arruinará el patrón de celdas en todas las láminas posteriores y puede hacer que futuros atascos sean más probables.
Limpieza Segura de los Rodillos
Para quitar la cera pegada, vierta agua hirviendo sobre los rodillos para ablandarla. Luego, frote suavemente la cera utilizando solo un cepillo de plástico o de cerdas animales.
Nunca use un cepillo de alambre, un destornillador o cualquier herramienta metálica. Los rodillos suelen estar hechos de un metal blando, y una herramienta metálica rayará y dañará permanentemente los grabados de las celdas hexagonales.
Tomando la Decisión Correcta para su Objetivo
Lograr una lámina de cera perfecta es cuestión de centrarse en los detalles correctos. Su enfoque debe guiarse por su objetivo principal.
- Si su objetivo principal es producir cera estampada perfecta: Obsesiónese con el proceso de inmersión para asegurar que la veta de la cera siempre esté en un ángulo de 90 grados con respecto al borde de la lámina.
- Si su objetivo principal es solucionar problemas de alimentación: Inspeccione inmediatamente la veta de sus láminas de cera; un patrón diagonal es el culpable más probable de cualquier lámina que no se alimente directamente.
- Si su objetivo principal es proteger su equipo: Nunca fuerce una lámina con veta diagonal a través del molino y siempre use herramientas no metálicas para limpiar la cera acumulada.
Dominar una técnica de inmersión consistente y recta es la habilidad esencial para crear cera estampada de abeja impecable.
Tabla Resumen:
| Factor Clave | Acción Correcta | Resultado de la Acción Incorrecta |
|---|---|---|
| Dirección de la Veta | Sumergir la lámina de modo que la veta corra perpendicular (90°) a los lados. | La lámina se desvía lateralmente, causando un atasco en el molino. |
| Alimentación de una Lámina | Alimentar solo láminas con la veta correcta. | Forzar una lámina estresa los cojinetes de los rodillos y daña el patrón. |
| Limpieza de Rodillos | Usar agua hirviendo y un cepillo de plástico/cerdas animales. | Usar herramientas metálicas raya y arruina permanentemente los grabados de las celdas. |
Produzca Cera Estampada Perfecta y Proteja su Inversión
Crear consistentemente láminas de cera que se alimenten suavemente es esencial para una producción eficiente de cera estampada. En HONESTBEE, suministramos a apiarios comerciales y distribuidores de equipos apícolas los molinos de cera estampada y suministros duraderos y de alta calidad necesarios para operaciones confiables y de gran volumen.
Deje de lidiar con atascos frustrantes y equipos dañados. Deje que nuestros expertos le proporcionen las herramientas y el conocimiento adecuados para el éxito.
Contacte a HONESTBEE hoy mismo para discutir sus necesidades al por mayor y asegurar que su proceso de laminado sea impecable.
Guía Visual
Productos relacionados
- Máquina eléctrica de láminas planas de cera de abejas con bandeja operativa para el procesamiento de cera
- Cera de abejas Máquina de Prensa Embosser Cera Fundación Molde Impresora colmena de abejas Equipo de fabricación de la hoja
- Máquina manual de láminas planas de cera de abejas para su procesamiento
- Hojas de cera de abejas para base de maquillaje de colmena para mayoristas
- Peine manual de cera de abejas Máquina de cera para cera de fundación Máquina de estampado en relieve
La gente también pregunta
- ¿Cómo contribuyen las máquinas de procesamiento de mercancías culturales a la cadena de valor económica? Impulsando la rentabilidad de las colmenas
- ¿Cuál es el propósito de una máquina para láminas de cera de abeja estampada? Maximizar la salud de la colmena y la producción de miel
- ¿Cómo maximizan las máquinas especializadas de procesamiento de cera de abejas el valor de los subproductos de la apicultura? Aumente el ROI de su colmenar
- ¿Qué tipos de máquinas para láminas de cera de abeja estampada están disponibles? Encuentre la máquina adecuada para la escala de su colmenar
- ¿Cómo se construye una máquina para láminas de cera de abejas? Construya cimientos de panal de alta precisión










